 English
English
 русский
русский
 Español
Español
 عربى
عربى

News
 Home / News / Industry news / What are the typical material and heat treatment specifications for single-row crossed roller slewing bearings?
Home / News / Industry news / What are the typical material and heat treatment specifications for single-row crossed roller slewing bearings? What are the typical material and heat treatment specifications for single-row crossed roller slewing bearings?
 2025.06.06
2025.06.06
 Industry news
Industry news
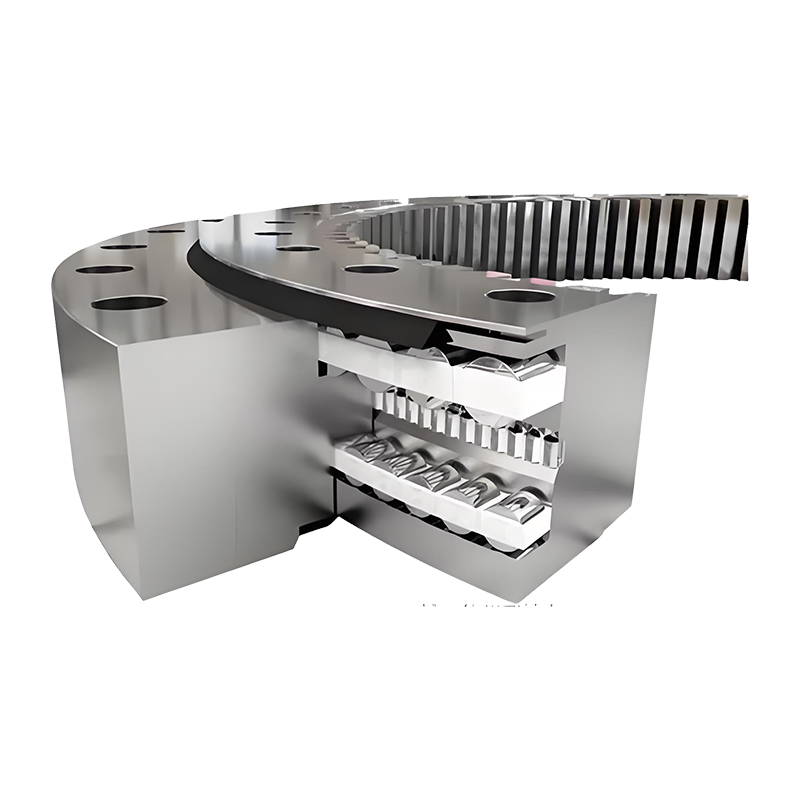
The typical material and heat treatment specifications for single-row crossed roller slewing bearings are carefully selected to ensure high load-bearing capacity, wear resistance, structural integrity, and durability under demanding operating conditions. These bearings are commonly used in equipment such as cranes, excavators, wind turbines, industrial robots, and rotating platforms, where both axial and radial loads, as well as tilting moments, need to be simultaneously accommodated. Therefore, the choice of materials and heat treatment processes must meet performance requirements while maintaining dimensional stability and fatigue strength.
The most common material used for the raceways of single-row crossed roller slewing bearings is 42CrMo (AISI 4140 or equivalent), a medium-carbon low-alloy steel known for its excellent strength, toughness, and hardenability. This steel offers a balanced combination of machinability in the annealed condition and high mechanical strength after heat treatment. In some applications with lower load demands or cost constraints, 50Mn (DIN 1.1216) may also be used, although it is typically less wear-resistant and more susceptible to fatigue.
After the raceways are machined to their required geometry, they undergo surface hardening by induction heat treatment, a process in which localized heating and rapid quenching create a hardened layer on the working surfaces. For 42CrMo, the goal is to achieve a raceway surface hardness of HRC 55–62, with a hardening depth typically ranging from 3 mm to 6 mm, depending on the bearing size and design. The core of the raceway remains relatively softer (around HRC 30–40), preserving toughness and resistance to cracking.
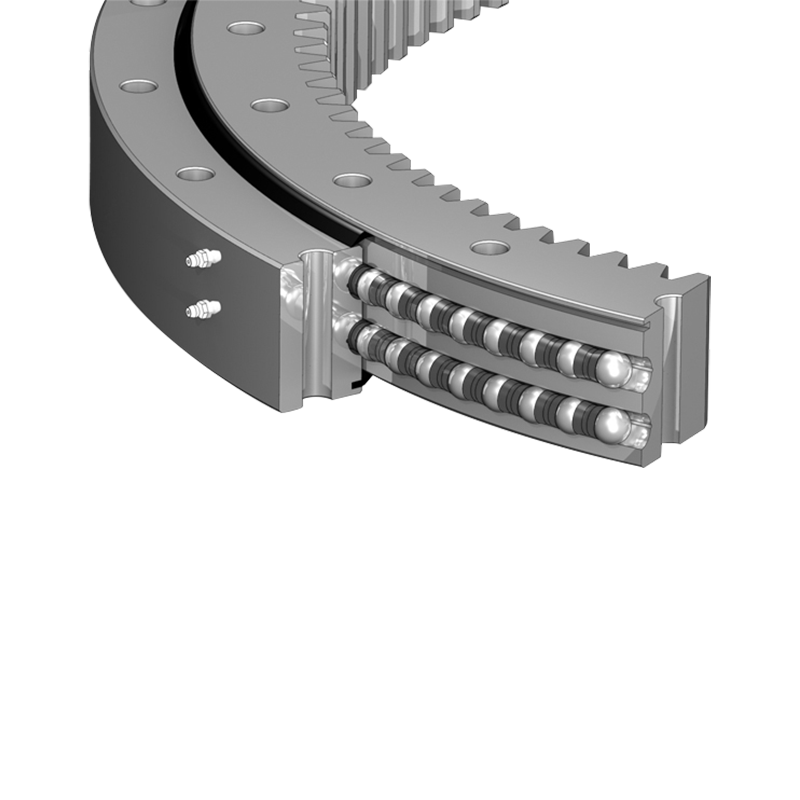
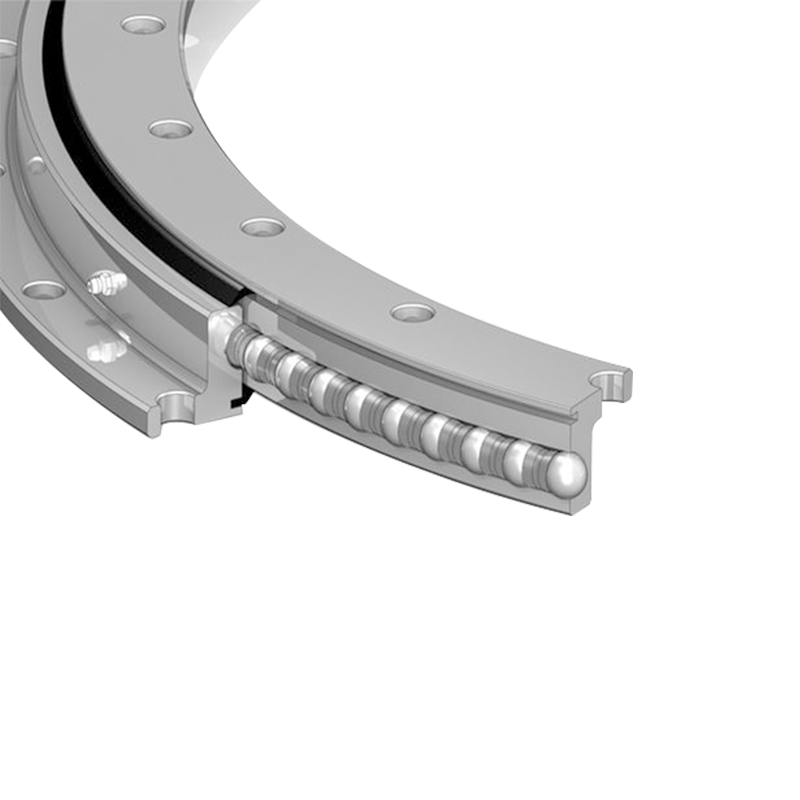
In addition to the raceways, the rolling elements—which are typically cylindrical rollers in a crossed configuration—are also heat-treated for high hardness and fatigue life. These rollers are generally made from bearing-grade chrome steel such as GCr15 (AISI 52100 or DIN 100Cr6). This material offers excellent hardness, wear resistance, and dimensional stability. The rollers are heat-treated through a complete quenching and tempering process, resulting in a hardness of HRC 60–66. This ensures low rolling resistance and extended bearing life even under high loads and continuous operation.
Spacer cages or separators, used to maintain uniform roller spacing, are often manufactured from engineering plastics (such as nylon or POM), brass, or even mild steel, depending on the operational speed and environmental conditions. These components are not typically heat-treated but are chosen for compatibility with lubrication and thermal expansion.
The gear teeth—if the bearing includes an external or internal gear ring—are also subjected to induction hardening after being cut. Tooth surface hardness for gear segments is typically around HRC 50–60, with a case depth of about 1.5 mm to 3 mm, ensuring wear resistance and maintaining tooth profile under repeated engagement.

Apart from hardening, tempering is applied after heat treatment to relieve internal stresses and reduce brittleness. This helps prevent surface cracking and distortion during operation. Additionally, annealing or normalizing may be applied to the bearing ring blanks before machining to ensure uniform microstructure and improve machinability.
Corrosion resistance is another consideration, especially in marine, offshore, or cleanroom applications. For such environments, surface treatments like black oxide coating, phosphate coating, or even specialized corrosion-resistant plating may be applied. In rare cases, stainless steel (such as AISI 440C) is used, but this is uncommon due to cost and lower load-bearing capacity compared to 42CrMo or GCr15.
The typical material and heat treatment specifications for single-row crossed roller slewing bearings include:
Raceway material: 42CrMo (AISI 4140), surface induction hardened to HRC 55–62, hardening depth 3–6 mm
Roller material: GCr15 (AISI 52100), through-hardened to HRC 60–66
Gear teeth: Induction hardened to HRC 50–60, depth 1.5–3 mm
Core hardness (raceway): HRC 30–40 for structural toughness
Cage material: Nylon, brass, or mild steel, depending on conditions
Optional corrosion protection: Black oxide, phosphate coating, or plating as required
These specifications are essential for ensuring that slewing bearings perform reliably under complex loads and over extended service intervals. Manufacturing quality control—including hardness testing, microstructure analysis, and dimensional inspection—is critical to verifying that heat treatment processes have achieved the desired properties. Let me know if you need an expanded version for technical documentation, a supplier brief, or SEO-oriented website content.


Jiangsu Manchen Transmission Technology Co., Ltd. excels in creating custom, reliable, and precise slewing bearings for diverse industries, continuously innovating to meet the highest standards and seeking collaborative opportunities. Reliable and steady slewing bearings supplier in China.
Product links
Contact Us
-
Address:No. 8, Nanqiu Road, Huangtu Town, Jiangyin City,China
-
Tel:+86-13646122221
-
Phone:+86-18796936198
-
WhatsApp:+86 18796936198
-
E-mail:hedy@slewingbearingcn.com
-
E-mail:ma@slewingbearingcn.com
-
E-mail:vena@slewingbearingcn.com
