 English
English
 русский
русский
 Español
Español
 عربى
عربى

News
 Home / News / Industry news / Engineering Precision in Rotational Motion: The Role and Innovation of Vertical Internal Gear Slewing Drives
Home / News / Industry news / Engineering Precision in Rotational Motion: The Role and Innovation of Vertical Internal Gear Slewing Drives Engineering Precision in Rotational Motion: The Role and Innovation of Vertical Internal Gear Slewing Drives
 2025.05.23
2025.05.23
 Industry news
Industry news
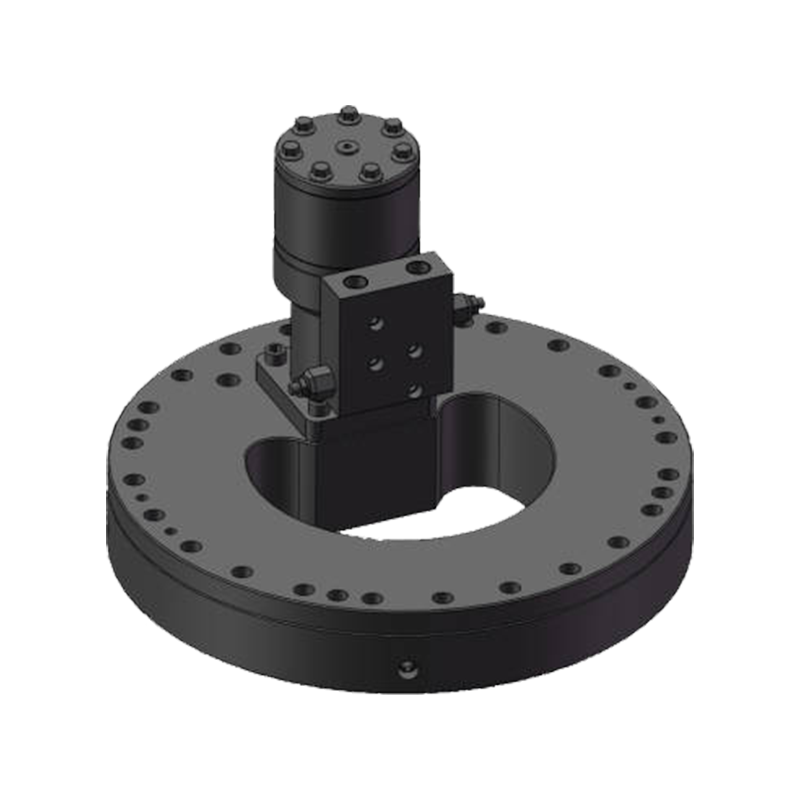
In the realm of heavy-duty mechanical systems, where rotational movement must be both controlled and robust, vertical internal gear slewing drives have emerged as a critical solution for transferring torque, supporting axial and radial loads, and enabling smooth, precise rotation. These highly engineered components are integral to a wide range of industrial, construction, and renewable energy applications, offering a compact yet powerful alternative to traditional slew bearings and external drive systems.
Unlike horizontal or externally geared slewing mechanisms, vertical internal gear slewing drives integrate the gear teeth within the rotational structure — typically housed inside a sealed, vertically oriented gearbox. This design not only enhances protection against environmental contaminants but also improves load distribution, increases operational efficiency, and reduces wear over time.
This article explores the structural principles, functional advantages, and expanding applications of vertical internal gear slewing drives, highlighting their growing importance in modern engineering and automation.
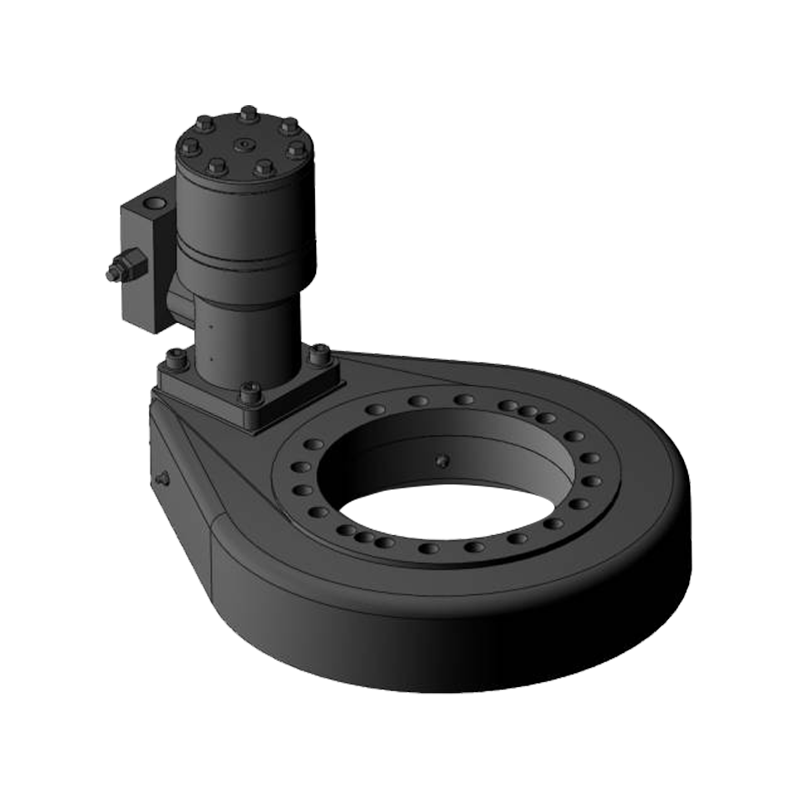
Structural Design and Mechanical Functionality
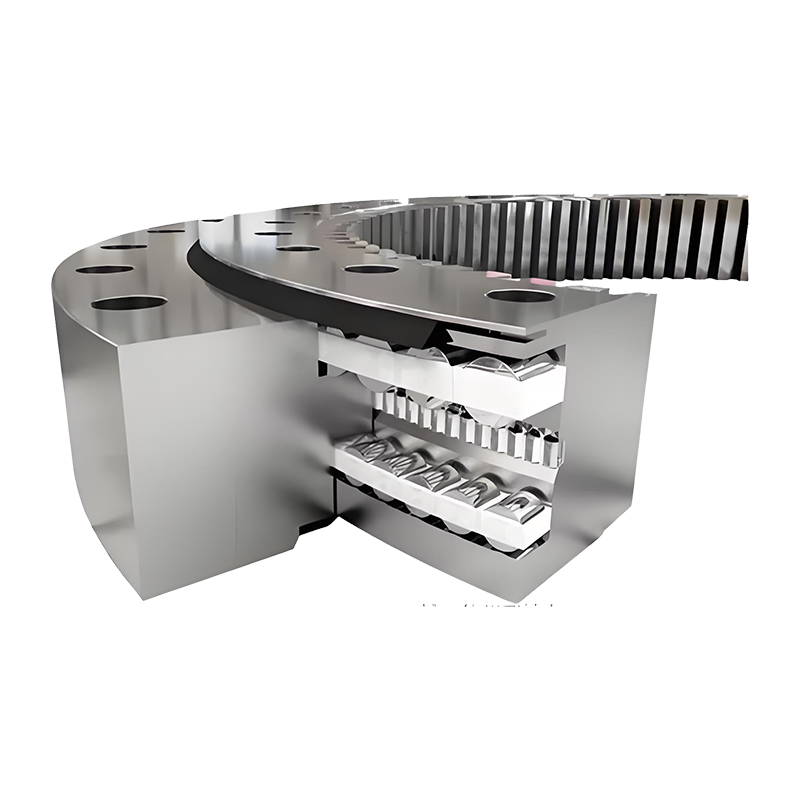
At its core, a vertical internal gear slewing drive consists of a central pinion gear that meshes with an internally toothed ring gear. This configuration allows for rotational motion while maintaining a high degree of mechanical stability. The system is often integrated with precision bearings that support both axial (thrust) and radial (lateral) loads, making it suitable for applications involving dynamic forces and off-center weight distribution.
Key structural elements include:
Internal Ring Gear : Positioned around the outer perimeter of the rotating platform, this gear provides a large contact surface for the pinion, ensuring even load transmission.
Pinion Drive System : Typically driven by an electric or hydraulic motor, the pinion engages with the internal gear to initiate and control rotational movement.
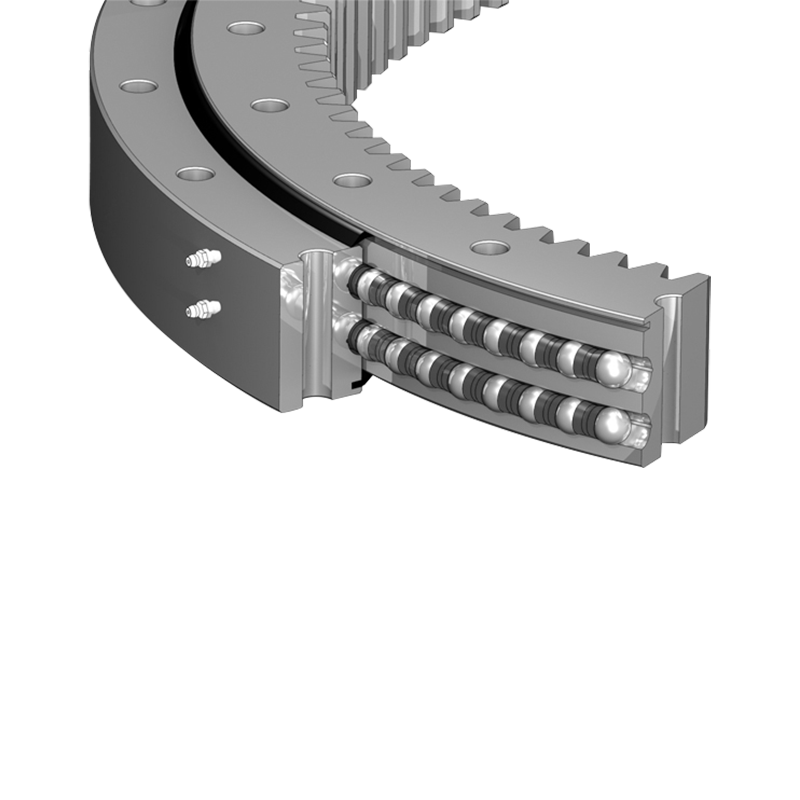
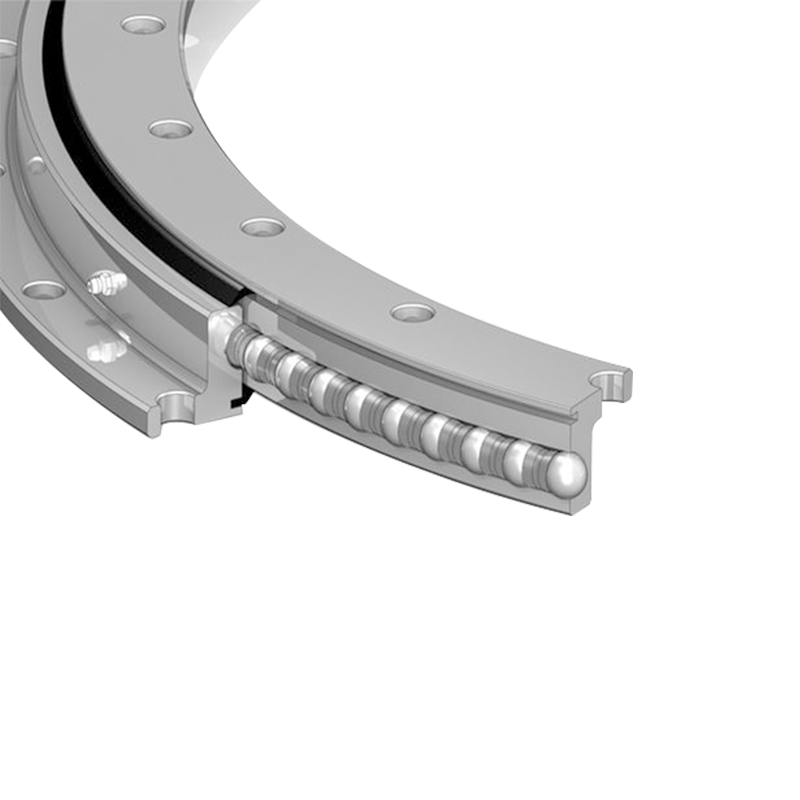
Bearing Assembly : High-capacity roller or ball bearings are incorporated to manage multidirectional forces, allowing the system to perform under demanding conditions.
Enclosed Housing : Protects internal components from dust, moisture, and debris, enhancing longevity and reducing maintenance needs.
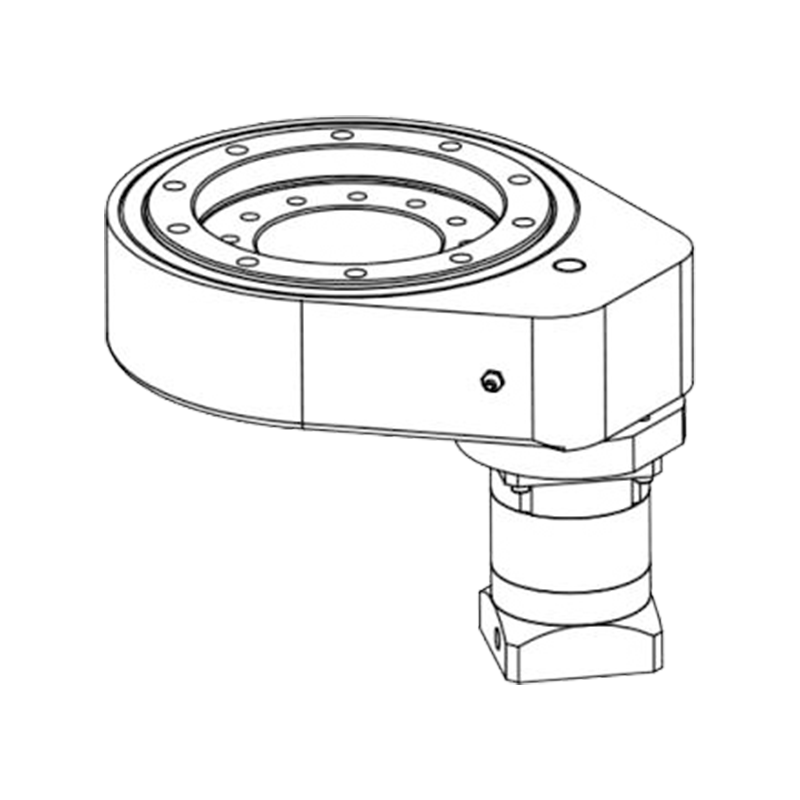
The vertical orientation of the drive further optimizes space utilization, particularly in installations where floor footprint or height constraints are considerations.
Performance Advantages Over Traditional Slewing Systems
Vertical internal gear slewing drives offer several distinct advantages compared to conventional slewing mechanisms such as open gear systems or externally driven slew bearings:
Enhanced Load Capacity : The internal gear design allows for more uniform force distribution across multiple gear teeth, increasing resistance to shock loading and fatigue.
Improved Sealing and Protection : Enclosed housings prevent contamination and retain lubrication, extending service life even in harsh environments.
Higher Torque Efficiency : With reduced backlash and optimized gear engagement, these drives deliver smoother operation and better energy transfer.
Compact Integration : Their self-contained nature makes them ideal for installations requiring minimal protrusion or integration into tight spaces.
Reduced Maintenance : Compared to exposed gears or open bearings, internal gear slewing drives require less frequent servicing and lubrication.
These benefits make vertical internal gear slewing drives particularly well-suited for applications where reliability and long-term performance are essential.
Applications Across Industrial Sectors
The versatility and durability of vertical internal gear slewing drives have led to their adoption in a diverse array of industries, each benefiting from their unique mechanical properties:
1. Wind Energy
In wind turbines, especially yaw and pitch control systems, these drives ensure precise alignment of rotor blades with wind direction, optimizing energy capture and minimizing mechanical stress.
2. Construction and Heavy Machinery
Used in tower cranes, excavators, and mobile lifting platforms, they enable stable, 360-degree rotation under heavy loads while maintaining operator safety and control.
3. Marine and Offshore Equipment
Integrated into ship loaders, offshore drilling rigs, and harbor cranes, they provide reliable rotational movement in high-corrosion, high-vibration environments.
4. Material Handling and Automation
Applied in automated storage and retrieval systems (AS/RS), robotic turntables, and conveyor rotators, where consistent, programmable rotation is required.
5. Solar Tracking Systems
Support dual-axis tracking mounts that follow the sun’s path throughout the day, maximizing photovoltaic efficiency without compromising structural integrity.
Each application highlights the adaptability of vertical internal gear slewing drives to varying load profiles, environmental conditions, and precision requirements.
Integration with Modern Control Systems
As industrial automation continues to evolve, vertical internal gear slewing drives are increasingly being paired with advanced control technologies to enhance functionality and responsiveness:
Servo and Stepper Motor Integration : Allows for precise angular positioning and programmable motion profiles.
Digital Feedback Systems : Encoders and resolvers provide real-time position data, enabling closed-loop control and error correction.
Condition Monitoring Sensors : Vibration, temperature, and torque sensors can be embedded to detect early signs of wear or misalignment.
Remote Diagnostics and Predictive Maintenance : Connectivity via IoT platforms enables remote monitoring and predictive alerts, reducing unplanned downtime.
These advancements not only improve operational accuracy but also contribute to smarter, more responsive machinery capable of adapting to changing conditions on the fly.
Challenges and Considerations in Implementation
While vertical internal gear slewing drives offer significant technical advantages, certain challenges must be addressed during implementation:
Design Complexity : Proper integration requires careful analysis of load dynamics, mounting configurations, and alignment tolerances.
Initial Cost : Compared to simpler slewing solutions, internal gear drives may carry higher upfront costs due to their precision engineering and enclosed design.
Lubrication Requirements : Despite sealed housing, periodic inspection and re-lubrication are necessary to maintain optimal performance.
Thermal Expansion : In outdoor or high-temperature applications, differential expansion between materials can affect gear meshing and bearing preload.
Careful planning and collaboration with experienced mechanical engineers are crucial to ensuring successful deployment and long-term reliability.
Innovations and Future Directions
Looking ahead, ongoing research and development efforts are focused on improving the efficiency, adaptability, and sustainability of vertical internal gear slewing drives:
Additive Manufacturing : 3D-printed gear components are being explored to reduce weight and increase customization without compromising strength.
Self-Lubricating Materials : Development of composite or ceramic-based gears that minimize the need for external lubrication and reduce maintenance demands.
Smart Bearings and Integrated Actuation : Incorporation of intelligent bearing systems that combine sensing, actuation, and slewing functions in a single unit.
Energy Recovery Mechanisms : Exploration of regenerative braking systems that capture kinetic energy during deceleration for reuse in hybrid or battery-powered equipment.
These innovations point toward a future where vertical internal gear slewing drives play an even greater role in sustainable, intelligent, and autonomous mechanical systems.



Jiangsu Manchen Transmission Technology Co., Ltd. excels in creating custom, reliable, and precise slewing bearings for diverse industries, continuously innovating to meet the highest standards and seeking collaborative opportunities. Reliable and steady slewing bearings supplier in China.
Product links
Contact Us
-
Address:No. 8, Nanqiu Road, Huangtu Town, Jiangyin City,China
-
Tel:+86-13646122221
-
Phone:+86-18796936198
-
WhatsApp:+86 18796936198
-
E-mail:hedy@slewingbearingcn.com
-
E-mail:ma@slewingbearingcn.com
-
E-mail:vena@slewingbearingcn.com
